
CNC фрезерлөө жана токуу ар тараптуу, үнөмдүү жана так, бирок кошумча бүтүрүү каралып жатканда CNC иштетилген тетиктердин мүмкүнчүлүктөрү дагы кеңейет.Кандай варианттар бар?Бул жөнөкөй суроо сыяктуу көрүнгөнү менен, жооп татаал, анткени эске ала турган көптөгөн факторлор бар.
Прототип долбоорлору
Биринчиден, бүтүрүү эмне үчүн керек?Бул эстетиканы же аткарууну жакшыртуу үчүнбү?Эгерде акыркысы болсо, иштин кандай аспектилерин жакшыртуу керек?Коррозияга туруктуулугу, бетинин катуулугу, эскирүү туруштуулугу же EMI/RFI коргообу?Булар жооп бере турган суроолордун айрымдары гана, ошондуктан дизайнер максаттары эмне экенин билет деп ойлосок, келгиле, ар кандай варианттарды карап көрөлү.
CNC иштетилген металл прототиби тетиктери үчүн аяктайт
Акыркы 40 жылдын ичинде Prototype Projects компаниясынын машинисттеринен көптөгөн тармактарда колдонуу үчүн металлдардын кеңири массивинен тетиктерди өндүрүү сунушталган.Продукциялар үзгүлтүксүз тазаланат, тазаланат жана майсыздандырылат, бирок жасалгаларды тандоо абдан кеңири.
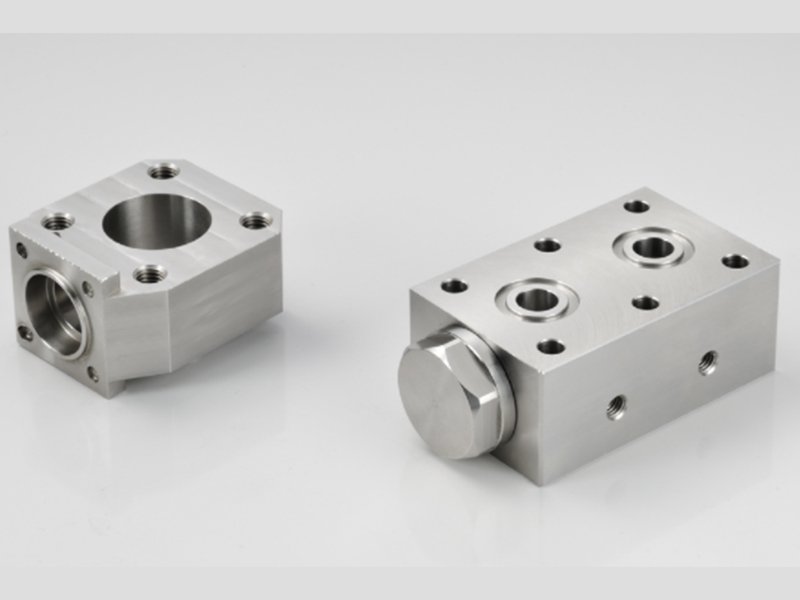
Бүгүнкү күндө биздин кардарлардын эң популярдуу металлдары алюминий эритмеси 6068, дат баспас болоттон жасалган 304 жана дат баспас болот 316. Чынында, бул үчөө бизден үч күндүк Express CNC муктаждыктарын канааттандыруу үчүн ар кандай өлчөмдөгү запастарды кармап туруу үчүн көп талап кылынат. иштетүү кызматы.
Жез, жез, фосфор коло, жумшак болот, инструменталдык болот дагы эле популярдуу, бирок азыраак көрсөтүлгөн.Мезгил-мезгили менен кардарлар атайын металлдарды сурашат.Эгерде биз материалды өзүбүздөн алып, аны машина менен иштете алсак, анда биз муну жасайбыз, антпесе, адатта, ишти биздин ишенимдүү цехтер тармагынан тандалып алынган адиске субподрядчикке тапшырабыз.Мисалы, Inconel, Monel жана Hastelloy сыяктуу экзотикалык эритмелер өзгөчө ыкмаларды жана шаймандарды талап кылат, ошондуктан биз адатта муну аутсорсингге алабыз.
Металл ар кандай жолдор менен бүткөрүлүшү мүмкүн.Мисалы, алюминий жалпысынан тунук аноддолгон, катуу пальто менен аноддолгон же кара же түстүү аноддолгон болушу мүмкүн.Тандоо талап эстетиканы же аткарууну (өзгөчө коррозияга каршылык же эскирүү туруктуулугун) жогорулатууга байланыштуу.
Дат баспас болоттон жасалган коррозияга туруктуу, бирок кээде кардарлар кошумча жасалгаларды белгилешет.Мисалы, электр менен жылтыратуу жогорку сапаттагы жасалгалоону, ошондой эле татаал тетиктердин четтерин тазалоону жана алып салууну камсыз кылат.Башка жагынан алганда, эгерде беттин катуулугун, эскирүүгө туруктуулугун же чарчоо көрсөткүчтөрүн жакшыртуу керек болсо, 304 жана 316 дат баспас болоттун экөө тең нитрокарбуризацияланган же нитридтелген болушу мүмкүн.
Жумшак болоттон жасалган жасалгалардын эң кеңири тандоосу пайда болот.Параметрлерге нымдуу боёк, электрофоретикалык боёо, порошок менен каптоо, электропластика, химиялык каралоо, электр жылтыратуу, катуулоо, титанды нитриттөө (TiN) каптоо, нитрокарбюризация жана мончокторду жардыруу ж.б.
Жез жана жез, адатта, функционалдык тетиктер үчүн көрсөтүлөт, иштетүүдөн кийин андан ары бүтүрүү талап кылынбайт.Зарыл болсо, бөлүктөрдү кол менен жылтыратууга, электр менен жылтыратууга, электропластырууга, буу менен жардырууга, лактоого же химиялык кара түс менен тазалоого болот.
Жогоруда баяндалган жасалгалар металл жана эритмелер үчүн гана жеткиликтүү эмес.Биз кардарлар менен бүтүрүүлөрдү талкуулоого ар дайым кубанычтабыз жана колдон келген жерде жардам берүүгө аракет кылабыз.
CNC Machined Пластикалык Прототип тетиктери үчүн аяктайт
Металл бөлүктөрүндөй эле, биз CNC машинасынын бардык пластик бөлүктөрү негизинен тазаланышат, тазаланат жана майсыздандырылат, бирок андан кийин беттик варианттар башкача болот.
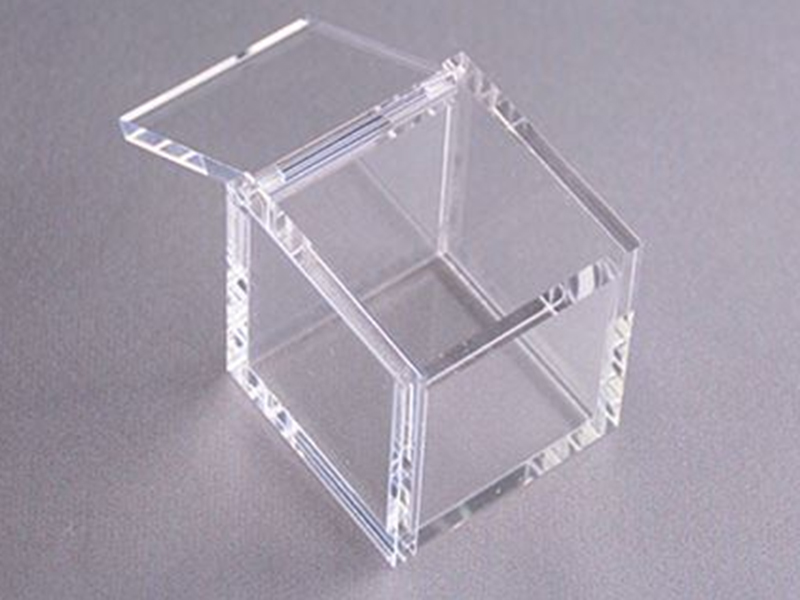
Кардарлардын көпчүлүгү ацеталдык (кара же табигый) же акрилден жасалган CNC иштетилген прототиби пластик бөлүктөрдү талап кылгандыктан, биздекампадагы материал.Ацетал кошумча жасалгаларды оңой кабыл албайт, андыктан тетиктер адатта "иштелип чыккандай" берилет.
Акрил, тунук болгондуктан, көп учурда ачык көрүнүшкө жылтырат.Муну кол менен ырааттуураак майда түрдөгү абразив менен же жалын менен жылмалоо менен жасоого болот.Ар бир адамдын талабы боюнча, акрилди акрил боек менен боёп же вакуумда металлдаштырылган жогорку чагылдыруучу бетке жетүү үчүн болот.
Алардын айрымдарын бүтүрүү башкаларга караганда оңой, андыктан сиз биз менен материалдарды жана бүтүрүүлөрдү талкуулоого ар дайым даярсыз.Пластмассага келсек, биз тетиктерди кумдап, праймер жана боёп, аларды жылтырата алабыз (кол менен же жалын менен), электрсиз плита же вакуум менен металлдаштыра алабыз.Кээ бир беттик энергиясы бар пластмассалар үчүн праймер же плазмалык тазалоо менен атайын бетти даярдоо зарыл.
CNC Machined Прототип тетиктерин өлчөмдүү текшерүү
Кардарлар 3D басып чыгаруунун ордуна CNC прототиби тетиктерин тандап алуунун бир себеби - бул жогорку тактык.Биздин CNC иштетилген бөлүктөрүнө келтирилген толеранттуулук ± 0,1 мм, бирок өлчөмдөр адатта структурага, материалга жана геометрияга жараша бир кыйла катуу толеранттуулукта кармалат.Биз өлчөмдөрдү катуу текшеребиз, албетте, кардарлар да текшерилген өзгөчөлүктөрдү сурай алышат.
Көбүнчө өлчөөлөрдү кол калиперлери же микрометрлер менен жүргүзүүгө болот, бирок биздин координатты өлчөөчү машинабыз (CMM) кылдат текшерүү үчүн идеалдуу.Бул убакытты талап кылат жана биздин өркүндөтүлгөн CNC кызматыбызда жеткиликтүү эмес, бирок CMM текшерүүсү үчүн бөлүктөрдү үчүнчү тарапка жөнөтүүгө караганда тезирээк.Комплекстүү, толук программаланган CMM текшерүү тартиби талап кылынганда же бөлүктөрдүн партиясы иштетилип, 100 пайыздык текшерүү талап кылынганда гана өзгөчөлүктөр болуп саналат.
CNC иштетилген прототип тетиктери үчүн монтаждоо параметрлери
Мунун бир себеби, кардарлар 3D басып чыгаргандан көрө, прототиби CNC тетиктерин тандашат.CNC иштетилген тетиктери үчүн жол берилген толеранттуулук ± 0,1 мм, бирок өлчөмдөр материалга жана геометрияга жараша, адатта, бир кыйла катуу толеранттуулукта кармалат.Биз катуу жөнөтүү алдында бардык бөлүктөрүн текшерет, жана кардарлар, ошондой эле, ошондой эле текшерилет конкреттүү өзгөчөлүктөрүн сурай алат.

Көбүнчө өлчөөлөрдү кол калиперлери же микрометрлер менен жүргүзүүгө болот, бирок биздин координатты өлчөөчү машинабыз (CMM) кылдат текшерүү үчүн идеалдуу.Бул CMM текшерүү үчүн үчүнчү жакка бөлүктөрүн жөнөтүүгө караганда тезирээк.Комплекстүү, толук программаланган CMM текшерүү тартиби талап кылынганда же бөлүктөрдүн партиясы иштетилип, 100 пайыздык текшерүү талап кылынганда гана өзгөчөлүктөр болуп саналат.
Посттун убактысы: 30-июнь-2022






