
Металл куюу деген эмне?
Die Casting бир калыпта пайда болгон металл бөлүктөрүн өндүрүү жараянын билдирет.Бул процесс продукцияны массалык өндүрүш масштабында жогорку сапатта жана кайталанууга мүмкүндүк берет.Процесс эритилген металлды жогорку басымдын астында куюлган куюлган куюуга мажбурлоо менен башталат.Калыпта бир же бир нече көңдөй болушу мүмкүн (көңдөйчөлөр — бөлүктүн формасын түзүүчү калыптар).Металл катып калгандан кийин (20 секундага чейин) андан кийин калып ачылып, атуу (дарбазалар, жөө күлүктөр жана бардык туташтырылган тетиктер) алынып салынат жана процесс кайра башталат.Калып куюу операциясынан кийин, атуу адатта дарбазалар, жөө күлүктөр жана жаркылдаткычтар алынып ташталган штампта иштетилет.Андан кийин тетикти титирөө менен тазалоо, жардыруу, механикалык иштетүү, сырдоо ж.б.
Калып куюунун артыкчылыктары
Алюминий куюу ар түрдүү тармактарда колдонулган алюминий куюу бөлүктөрүн өндүрүү үчүн таралган жараян болуп саналат.Алюминий материалдын эң сонун агымдуулугуна, коррозияга каршы туруктуулугуна жана татаал бөлүктөрү менен жогорку өлчөмдүү туруктуулугуна ээ.
Алюминий куюу бөлүгү жогорку механикалык күч болуп саналат, жеңил куюлган жана цинк же магний куюу бөлүктөрүнө салыштырмалуу төмөн наркы бар.
Алюминий куюу бөлүктөрү жогорку температурага туруштук бере турган чоң физикалык касиеттерге ээ, бул алюминий куюуну автомобиль, учак, медициналык жана башка өнөр жай продукцияларында колдонсо болот.
Беш кадам
1-кадам. Материалды эритүү
Алюминийдин эрүү температурасы өтө жогору (660,37 °C) болгондуктан, аны куюучу машинанын ичинде түздөн-түз эритүүгө болбойт.Ошон үчүн биз аны жабышкан меш менен алдын ала эритишибиз кереккуюучу машина.
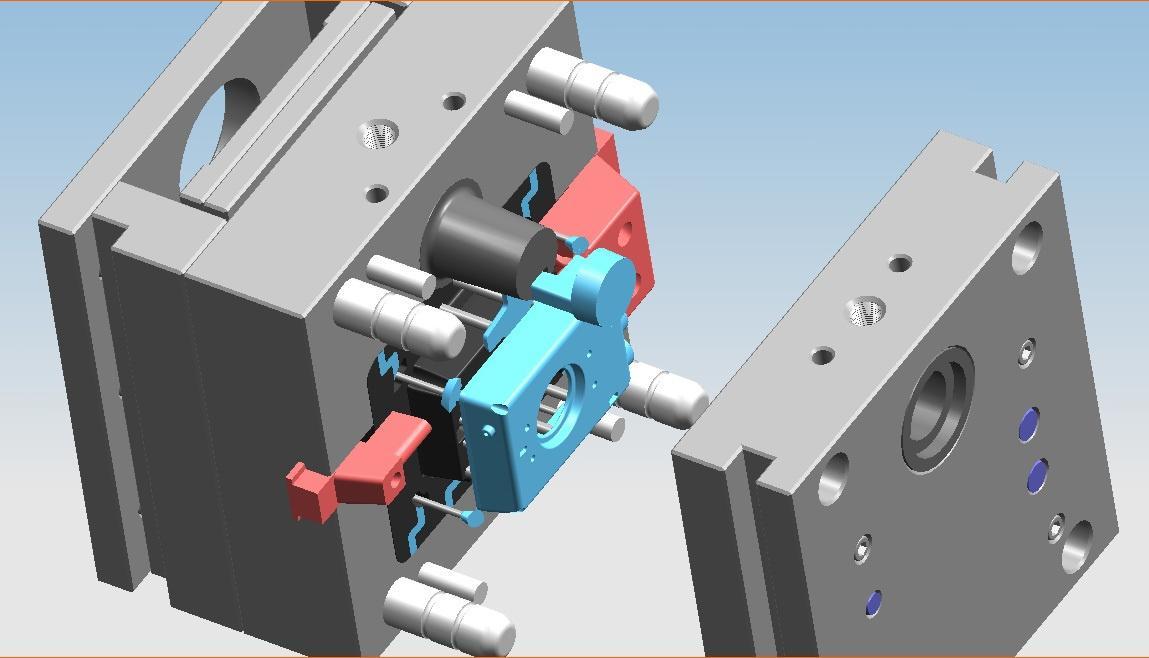
Кадам 2. Көк аспапты орнотуу жана кысуу
Бул инъекциялык формага дээрлик окшош, куюу процесси ошондой эле куюу процесси үчүн калыптын куралын талап кылат.Ошондуктан, биз муздак куюлган куюлуучу калыптын куралын орнотуу керекмашина.

Кадам 3. Инъекция же толтуруу
Эритилген материалды мештен куюучу машинага жылдыргыч чөмүч аркылуу өткөрүп беришет.Бул этапта, материал куюлуп, куюлуучу калыптын көңдөйүнө куюлатматериал муздайт жана куюу үчүн каалаган буюмдарды алуу үчүн катып калат.
4-кадам. Муздатуу жана катуулануу
Калып куюучу калыптын инструменти толугу менен эриген материал менен толтурулгандан кийин, муздатуу жана бекемдөө үчүн 10 ~ 50 секунд талап кылынат (ал бөлүктүн түзүлүшүнө жана өлчөмүнө жараша болот).
5-кадам. Бөлүктү чыгаруу
Форма ачылганда, куюлган тетиктер куюучу калыптын куралынан чыгаруучу төөнөгүчтөр аркылуу чыгарылат.Андан кийин чийки куюлган бөлүктөр даяр.
Куюу тетиктеринин көргөзмөсү

Rapid Prototype Tooling бөлүгү

Массалык өндүрүш Die куюу тетиктери

Ыңгайлаштырылган куюу бөлүгү

Даярдоосуз калыпка куюу бөлүгү

Прототип куралы бөлүгү







